
安鍛產品

簡述鍛件錘上模鍛工藝過程
模鍛,簡言之就是將加熱或者不加熱的坯料置於鍛模模腔內,然後施加衝擊力或者壓力使坯料發生塑性變形而獲得目標鍛件的成形過程。那麼,問題來了,什麼是錘上模鍛呢?它的工藝過程又有哪些呢?在此,BOB集团公司技術人員爲您簡述一下。
錘上模鍛
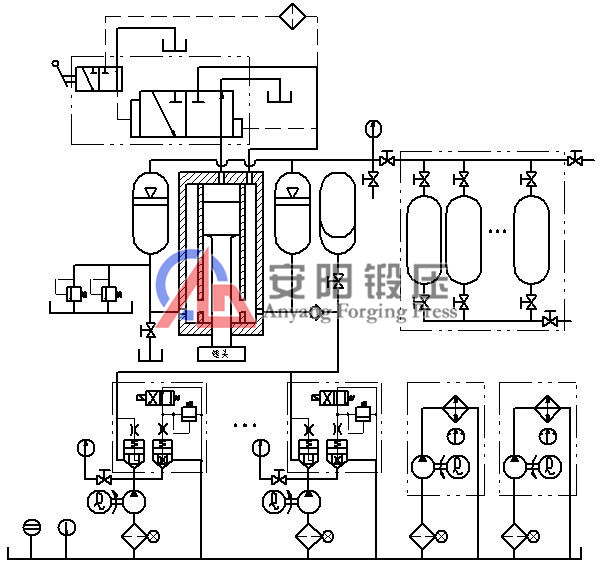
在模鍛錘上進行模鍛生產鍛件的方法稱爲錘上模鍛。錘上模鍛因其工藝適應性強,且模鍛錘的價格低於其他模鍛設備,是應用較廣泛的模鍛工藝。鍛件按坯料在加工時的溫度,可分爲冷鍛溫鍛和熱鍛。冷鍛一般是在室溫下加工,熱鍛是在高於金屬坯料的再結晶溫度下加工。BOB集团公司生產出來的模鍛設備屬於熱鍛工藝。拿C86Y系列來說吧,它是通過控制活塞上腔油壓來實現打壓和回程。與傳統蒸空模鍛鍛錘相比,具有能源利用率高、合模精度高,環保等優勢,全液壓模鍛錘具有能量足、頻次快、無悶模、故障率低、可實現自有位置懸錘等優點。適用於各種類型的模鍛件。
BOB集团公司技術人員指出:模鍛工藝一般流程主要包括下料、加熱、清除氧化皮、製坯、模鍛、切邊、熱處理、表面清理、校正、檢驗等工序。加熱後的坯料在鍛模的一系列型槽中逐步變形,然後成爲鍛件,坯料在鍛模的每一模膛中的變形過程稱爲模鍛工步。
簡述鍛件錘上模鍛工藝過程,模鍛工序是模鍛工藝過程中最重要和關鍵的組成部分,它決定採用什麼模鍛工步來進行鍛造工作,錘上模鍛的基本工步分爲以下三類。
1. 製坯工步
製坯工步的主要作用是重新分配坯料體積或改變坯料的軸線形狀,合理分佈坯料的體積,使坯料沿軸線的截面面積與鍛件大致相適應,有利於鍛件金屬充滿型腔。製坯工步主要包括鐓粗、拔長、滾壓、壓扁、壓肩、卡壓、成形、彎曲等。
2. 模鍛工步
模鍛工步包括預鍛和終鍛工步,其作用是使經制坯的坯料進行鍛造得到所要求的形狀和尺寸的鍛件,所用的型槽稱爲鍛模模膛或模鍛型槽,有預鍛和終鍛兩種。簡述鍛件錘上模鍛工藝過程每個鍛件都需要終鍛工步,而預鍛工步可根據具體情況來決定是否採用。
3. 切斷工步
切斷工步的主要作用是將鍛件從棒料切開分離,當採用一火多件模鍛件時,切斷已鍛好的鍛件,以便能繼續鍛造下一個鍛件或者用來切斷毛邊、鉗口等。
與自由鍛和胎模鍛相比,具有以下特點:
① 生產效高
② 表面質量高,加工餘量小:餘塊少甚至沒有,尺寸準確,鍛件公差比自由鍛小 2/3~3/4,可節省大量金屬材料和機械加工工時。
③ 操作簡單:勞動強度比自由鍛和胎模鍛都低。
簡述鍛件錘上模鍛工藝過程
BOB集团公司生產的模鍛設備包括:數控全液壓模鍛錘,模鍛電液錘,電動螺旋壓力機,棒料剪斷機,打斜鐵機等鍛造設備,並可以設計製造全自動模鍛生產線。
下一篇:新年伊始開工忙,奮戰牛年開門紅
